|



| 品牌 | 长春 |
| 货号 | 365 |
| 用途 | 长春 |
| 牌号 | 1100 |
| 型号 | 文具外壳 |
| 品名 | 其它工程塑料 |
| 外形尺寸 | 25kg |
| 厂家 | 365 |
| 是否进口 | 是 |
PBT 长春 1100
特性:耐磨,耐候,耐热
用途:文具,电脑组件,开关
加工方法:注塑
参数:比重:1.31G/CM3 吸水率:0.06无 收缩性:0.12~18.0% 吸水率:0.06无 拉伸应力:56.0MPA
用途:电线电缆,食品服务领域,管件
加工方法:挤出,拉丝
参数:收缩性:1.4~2.5% 比重:1.31KG/M3 抗张强度:600.0KG/CM2 弯曲模量:24000.0KG/CM2 绝缘穿击强度:17.0KV/MM
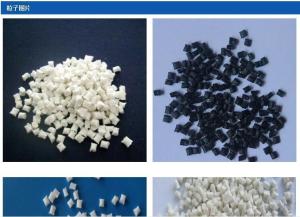
聚对苯二甲酸丁二醇酯,PBT为乳白色半透明到不透明、结晶型热塑性聚酯。具有高耐热性、韧性、耐疲劳性,自润滑、低摩擦系数,耐候性、吸水率低,仅为0.1%,在潮湿环境中仍保持各种物性(包括电性能),电绝缘性,但体积电阻、介电损耗大。耐热水、碱类、酸类、油类、但易受卤化烃侵蚀,耐水解性差,低温下可迅速结晶,成型性良好。缺点是缺口冲击强度低 ,成型收缩率大 。故大部分采用玻璃纤维增强或无机填充改性,其拉伸强度、弯曲强度可提高一倍以上,热变形温度也大幅提高。可以在140℃下长期工作,玻纤增强后制品纵、横向收缩率不一致,易使制品发生翘曲。
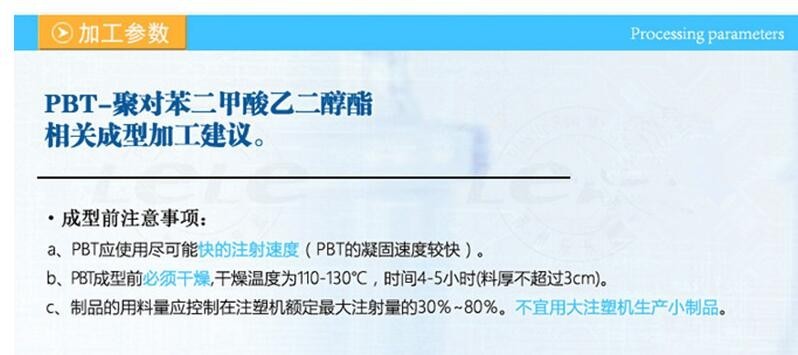
PBT 结晶速度快,最适宜加工方法为注塑,其他方法还有挤出、吹塑、涂覆和各种二次加工成型,成型前需预干燥,水分含量要降至0.02%。
2 发展历程 编辑
PBT最早是科学家P.Schlack于1942年研制而成,之后Celanese公司(现为Ticona)进行工业开发,并以Celanex商品名上市,于1970年以30%玻璃纤维增强塑料投放市场,商品名为X-917,后改为CELANEX。1971年Eastman公司推出了有玻璃纤增强琏和不增强的产品,商品名Tenite(PTMT);同年GE公司也开发出同类产品,有不增强、增强和自熄性的三个品种。随后世界知名厂商BASF、Bayer、GE、Ticona,Toray、三菱化学,新光合纤、长春人造树脂、南亚塑料等公司先后投入生产行列,全球生产厂商共计三十余家。
3 注塑工艺 编辑
制品的用料量应控制在注塑机额定*注射量的30%~80%。不宜用大注塑机生产小制品。
应选用渐变型三段螺杆,长径比为15~20,压缩比为2.5~3.0。
应选用自锁式喷嘴,并带有加热控温装置。
在成型阻燃级PBT时,注塑机的有关部件应经防腐处理。 3 制品与模具设计
制品的厚度不宜太厚,PBT对缺口很敏感,因此,制品的直角等过渡处应采用圆弧连接。
未改性PBT的成型收缩率较大,在1.7%~2.3%,模具要有一定的脱模斜度。